
Optimisation de la Supply Chain, les pistes offertes pour une approche en coût complet
En première ligne depuis 2008, le secteur automobile a été très rapidement obligé de s’adapter et de travailler sur la flexibilité de son modèle afin de conserver une performance économique robuste. Pour réduire les coûts liés à la Supply Chain, une fois les leviers traditionnels activés (négociations fournisseurs, optimisation des schémas transport, réduction des stocks…), les constructeurs ont décidé d’aller plus loin en progressant sur la notion de coût complet.
Bonnes pratiques pour le déploiement d’une démarche d'optimisation en coût complet
La vocation première de l’approche en coût complet est d’orienter les processus de prise de décision vers les solutions permettant d’atteindre un optimum global dans la Supply Chain. De par ce caractère systémique – s’opposant aux approches cloisonnées par fonction- le coût complet est un concept fondamental du Supply Chain Management.
Il se calcule en réalisant la somme des coûts supportés directement ou indirectement par chaque fonction et ce jusqu’au service du client final.

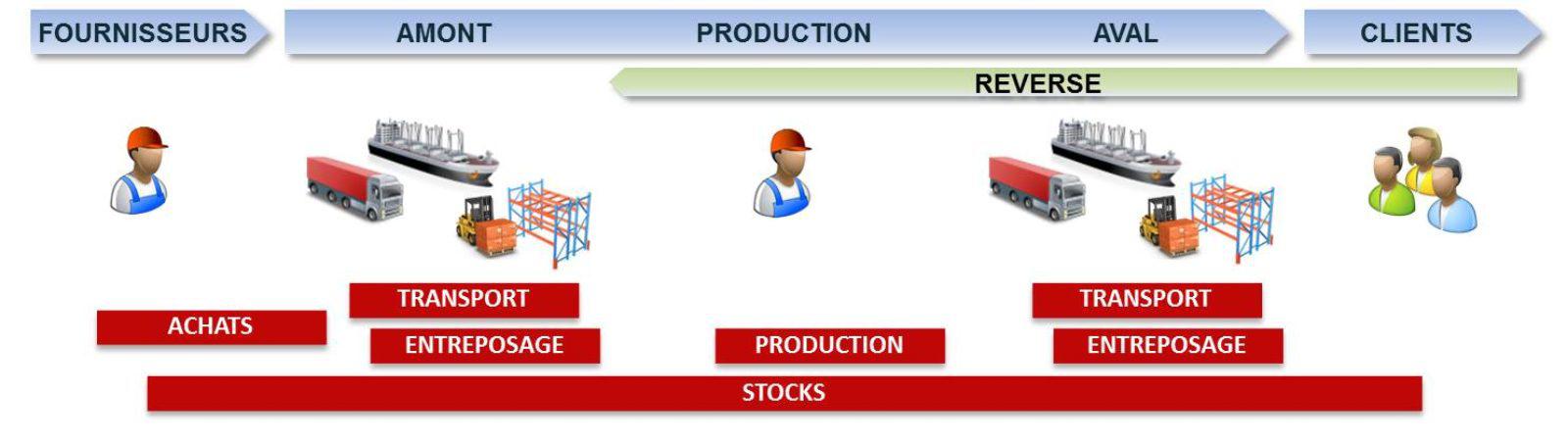
Schéma 1/ La représentation simplifiée de la Supply Chain avec source coût et fonction
L’objectif à ce stade, est d’avoir une vision des coûts la plus exhaustive possible lors de sa construction afin de mesurer les impacts – y compris ceux cachés habituellement – d’une décision sur toutes les fonctions de la chaîne.
Dans des secteurs où la chaine de valeur est façonnée par de grands programmes à horizon long terme – programmes véhicules dans le cas de l’automobile – cette approche est en particulier utilisée afin d’optimiser les modèles en place pendant la durée de vie série. Le coût complet doit permettre d’aller au bout des idées de rupture en négligeant les impacts sur le coût d’une fonction si le résultat global est bénéfique.
Dans les secteurs à cycle plus court – Produits de Grandes Consommation, industries diverses – l’approche est essentiellement utilisée pour :
- construire le bon modèle au moment du démarrage en production en soutenant les arbitrages de Make or Buy,
- faciliter et optimiser les décisions d’affectation entre schéma de flux logistique pour chaque lancement de nouveaux produits.
Les exemples récurrents
En construisant la structure de coût de la Supply Chain automobile, on s’aperçoit rapidement que le poids de la partie amont, majoritairement constituée des transports depuis les fournisseurs vers les usines, est conséquent (environ 40% des coûts logistiques totaux). Principal levier de réduction des coûts, l’amélioration du taux de remplissage des camions ou containers nécessite la mise en œuvre de réflexions transverses du type coût complet afin de permettre l’émergence des solutions qui sont en rupture avec les modèles en place :
Arbitrage approvisionnement – transport
Les constructeurs automobiles sont tous allés très loin en matière de taille de lot dans leurs diverses applications des préceptes de Toyota (cf. le concept de One Piece Flow). Cependant, les lots de petites tailles ont un double effet négatif. D’une part ils ne permettent plus d’optimiser les chargements (coût/m³ pénalisé en conséquence). D’autre part, ils contribuent à l’augmentation des fréquences et donc à la multiplication des trajets. L’impact positif sur les niveaux de stocks des unités de production est ici gommé par les surcoûts supportés par la fonction transport.
L’utilisation du coût complet permet dans ce cas de dissocier :
- les pièces à forte valeur qui doivent être livrées au quotidien afin de minimiser leur poids dans l’inventaire (ce gain couvrant le surcoût de transport induit)
- Les autres pièces que l’on va massifier dans des transports à fréquences réduites (hebdomadaires si possible) afin d’optimiser les taux de chargement, les gains couvrant largement dans cette situation le différentiel sur le coût du stock.
Arbitrage conception pièce – transport (design to logistics)
Encore trop peu mesuré concrètement dans le monde industriel mais clairement identifié au niveau opérationnel, l’impact de la phase de conception sur les processus logistiques est un sujet important à passer au crible du coût complet. Les colonnes de direction ou les lignes d’échappement sont des exemples parlant en automobile. Pour des pièces combinant encombrement et complexité de design, la question du découpage en sous-composants – induisant un pré-assemblage en interne – doit être posée systématiquement sur les bases des différents coûts à supporter.
Cela permet de dissocier :
- Les pièces qui font un trajet assez court en termes de km et/ou qui nécessitent un processus d’assemblage très complexe voire non maîtrisé en interne, ces pièces devant être approvisionnées par ensembles finis,
- Les pièces coûteuses en transport – fonction des kms parcourus et des volumes emballés – et dont le coût de pré-assemblage en interne est compétitif, ces pièces devant à contrario être décomposées en sous-ensembles lors de la conception.
L’idée d’un tel découpage est de pouvoir densifier les pièces à l’intérieur d’un même packaging et par conséquent d’améliorer le ratio coût/m³ de marchandise transportée – jusqu’à 30% dans le cadre des colonnes de direction ou des lignes d’échappement.
Pistes pour une mise en oeuvre hors secteur Auto
Dans des secteurs autre que l’Automobile, la représentation simplifiée de la Supply Chain avec source coût et fonction peut se faire autour d’arbitrages entre le Marketing et la Logistique par exemple.
En distribution, l’analyse en coût complet de l’utilisation de packaging prêt à vendre sur des gammes low cost n’est pas encore très répandue alors qu’elle pose des conclusions intéressantes. Ces packagings, à la base prévus pour réduire les temps de mise en rayon, s’avèrent très instables à manipuler durant toutes les étapes amont et souffrent d’un taux de démarque 4 à 5 fois supérieur au niveau des entrepôts pénalisant ainsi le coût final rendu au client. A l’inverse sur des gammes premium pour lesquelles le packaging est conçu pour être résistant les prêts à vendre permettent de générer de réelles économies et d’améliorer l’expérience client.
Les clés de la mise en œuvre
La transversalité de la démarche et la nécessité de trancher sur un optimum global en rupture avec le schéma établi induit nécessairement des frictions entre des métiers fonctionnant encore trop dans une logique de silos.
Voici les grands principes qu’ont adoptés les constructeurs pour aller au bout de la démarche :
#1 Mettre en cohérence les tableaux de bord
La création d’un objectif global coût complet commun aux différentes fonctions et l’alignement des objectifs de chacun limitent les blocages liés à des indicateurs divergents et réduisent les sujets de tension.
#2 Adapter l’organisation
La mise en place d’une cellule de pilotage du sujet coût complet au niveau direction générale et la nomination de référents dans chaque métier est une condition indispensable pour garantir une animation de projet efficace. Cette dernière doit favoriser l’identification et la mise en œuvre des opportunités concrètes, existant dans la Supply Chain.
#3 Définir une instance d’arbitrage
La nomination d’un top manager ayant le pouvoir final de décision en cas de blocage évite d’avoir sans arrêt recours au comité de direction pour trancher. Ce pouvoir de décision peut même être donné au directeur d’usine qui n’est plus seulement en charge de sa productivité mais plutôt de la chaîne de valeur complète de son véhicule.
#4 Développer la maturité Supply Chain des acteurs
C’est la base du travail, la formation et la communication permettent aux opérationnels de comprendre le sens que l’on donne à l’utilisation de l’outil coût complet.
Les bons réflexes
Avancer sur les problématiques de coût complet requiert une capacité à compiler de manière structurée un grand nombre de données puis de les exploiter afin de provoquer l’arbitrage. Pour cela il convient de :
#1 Structurer des modèles de coûts
Si la bonne connaissance de l’ensemble des coûts applicables pour chaque processus est un bon point de départ, le but doit être rapidement de structurer des modèles de coûts génériques restituant les différentes options existantes et le coût complet associé. Ce point a déjà été développé chez les constructeurs mais se retrouve également dans des secteurs comme la grande distribution sous le nom de grilles de cotation.
Celles-ci permettent de réaliser les choix de schémas logistiques en comparant différents scénarios possibles. La première étape dans ce cas est de cadrer les filières potentielles – import, domestique stockée, domestique cross dock, domestique direct par exemple – et les processus qu’elles impliquent.
La fonction Supply Chain enregistre en parallèle dans la grille les coûts de chaque étape en se penchant tout particulièrement sur les processus dont on connait par avance la criticité et/ou la récurrence. Exemple typique : quel est le coût réel de la non palettisation des marchandises sur les flux import ?
La finalité d’une telle grille est de pouvoir automatiser et optimiser l’affectation de chaque nouveau produit dans telle ou telle filière en fonction du coût rendu client.
#2 Faciliter l’arbitrage
L’extraction des données clés et leur présentation sous forme synthétique est la meilleure manière de créer l’adhésion autour d’un scénario de changement. Sur les problématiques de taille de lot dans le secteur automobile, une vision synthétique des stocks par fournisseur et des fréquences de livraison utilisées est un bon exemple d’état des lieux mettant en commun les métiers production et transport.
Schéma 2/ Graphique inventaire vs fréquence
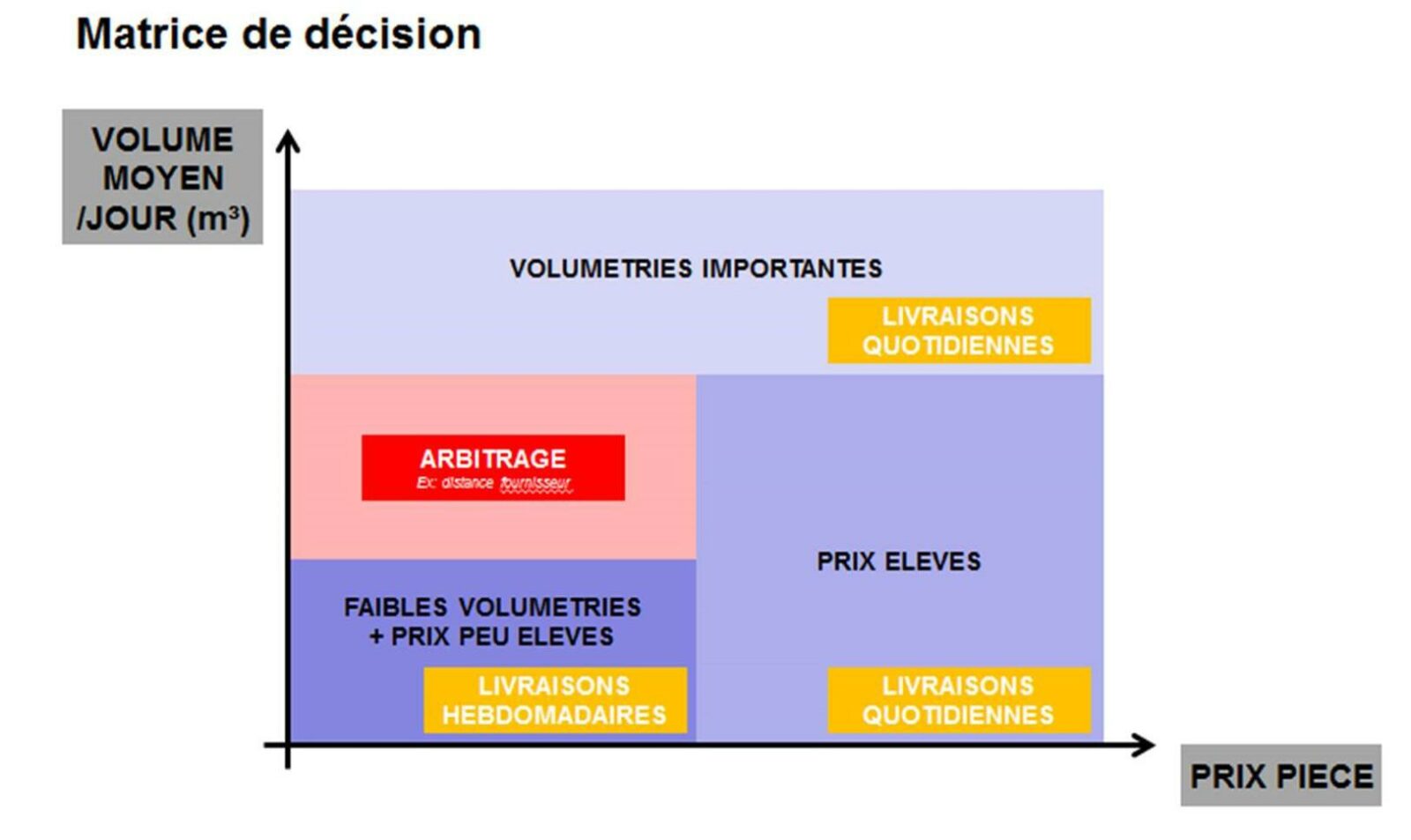
Dans la suite du processus d’arbitrage, l’utilisation de matrices décisionnelles permet de partager de manière claire puis de valider les grandes règles à utiliser pour réviser les modes de gestion.
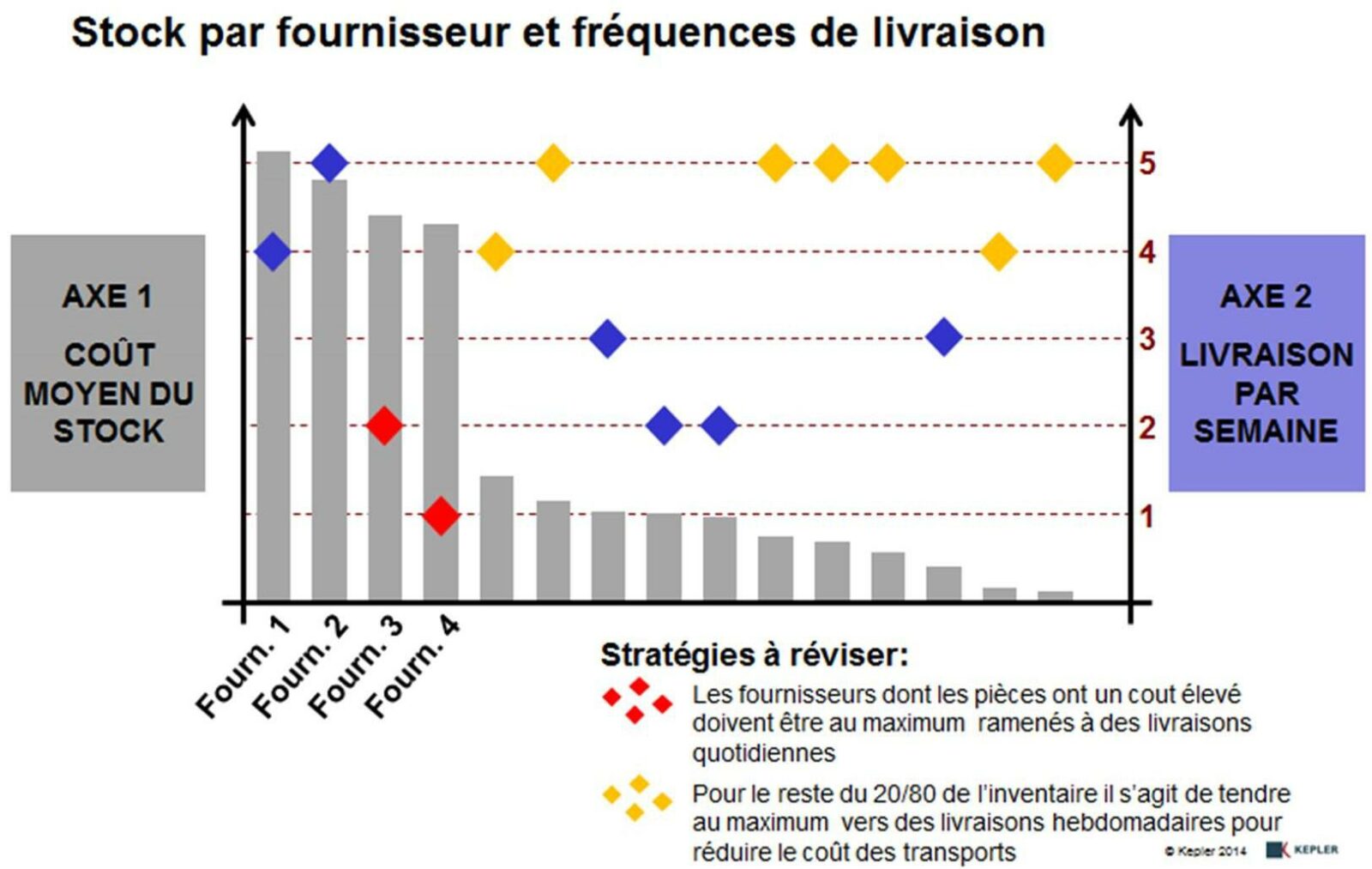
Schéma 3/ Matrice volume livraison vs valeur des pièces
Dans le secteur automobile, l’introduction de cette démarche a déjà fait ses preuves en permettant de réduire fortement les coûts logistiques amont et ainsi d’améliorer la marge opérationnelle. Elle permet de mettre sur la table des scénarios innovants de réduction des coûts en basant l’arbitrage final sur le gain généré au global pour le constructeur.
En conclusion
L’approche en coût complet commence à se déployer dans d’autres secteurs industriels (que l’Automobile) et dans certains pans de la distribution avec de vraies opportunités à la clé.
Elle nécessite de mettre en place des outils robustes, d’adopter de nouveaux systèmes de management et enfin de conduire le changement au sein de l’entreprise au travers d’actions ciblées de formation et de communication.
Pour cela, l’approche doit faire l’objet d’un projet d’entreprise porté par une équipe dédiée et soutenu par la Direction Générale.